
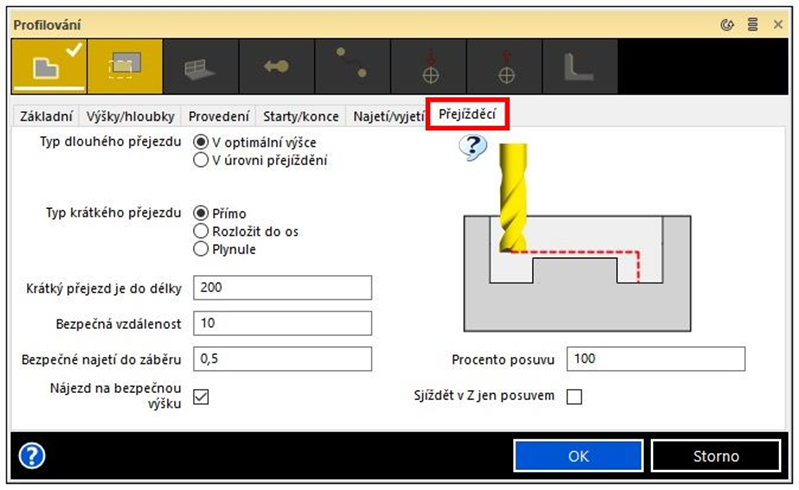
Samotné nastavení přejezdů se nachází v okně nastavení cyklu „Profilování“ na záložce „Přejížděcí“.
Typ dlouhého přejezdu
Typem tohoto přejezdu je označován přejezd nástroje mezi jednotlivými částmi modelu (např. kapsami, konturami, plochami atd.).
„V optimální výšce“ – Všechny dlouhé přejezdy (např. mezi konturami, kapsami atd.) budou vždy provedeny ve výšce nad modelem, kterou je možné nastavit parametrem „Bezpečná vzdálenost“.

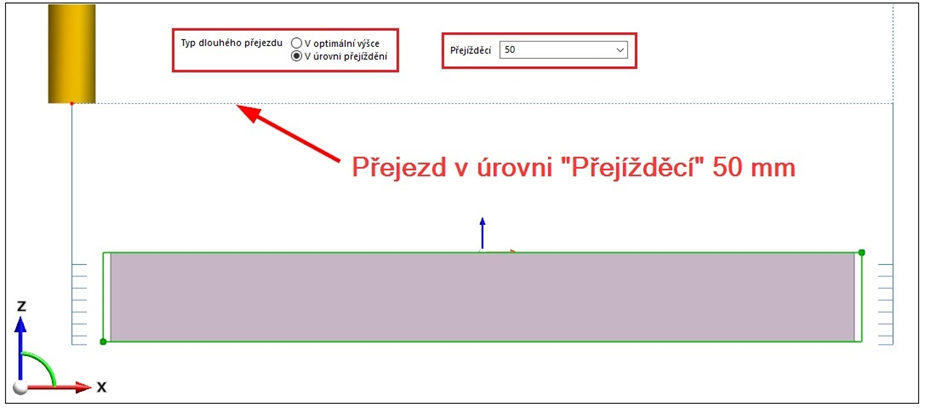
„V úrovni přejíždění“ – Přejezdy dlouhého typu budou vždy provedeny v bezpečné výšce přejížděcí hladiny. Tuto výšku je možné nastavit na záložce „Výšky/hloubky“ v parametru „Přejížděcí“.
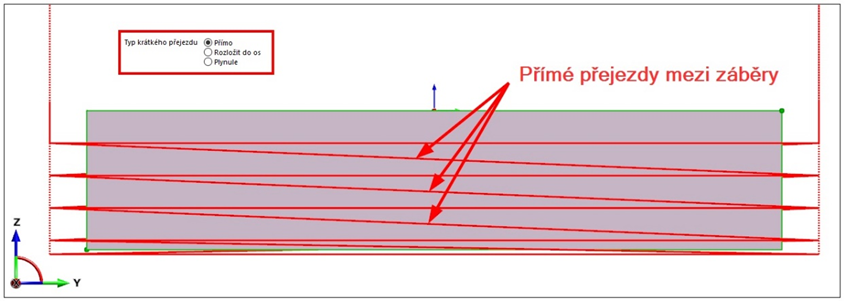
Typ krátkého přejezdu
Krátkými přejezdy se označují přejezdy nástroje, třeba mezi jednotlivými záběry na hloubku.
„Přímo“ – Pohyb nástroje z konce řezu na začátek následujícího řezu je proveden v co nejkratší vzdálenosti po přímce (pracovním posuvem). Díky tomuto pohybu je možné redukovat zbytečné přejezdy do optimální nebo přejížděcí roviny a ušetřit tak strojní čas. Vždy je ale třeba hlídat možnost vzniku kolizí nástroje s obráběným materiálem!!!
Rychlost přejezdu je možné zrychlit pomocí parametru „Procento posuvu“.
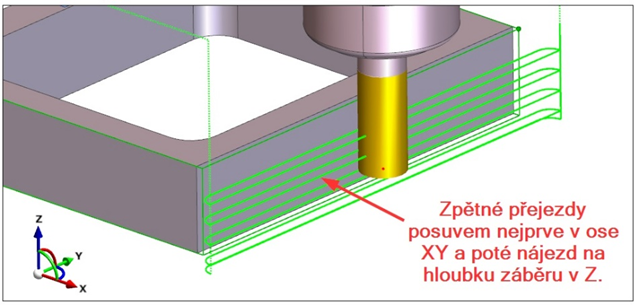
„Rozložit do os“ – Pohyb nástroje mezi řezy je vždy rozložen do samostatných pohybů v osách X, Y a Z. Rychlost přejezdu je opět možné zrychlit pomocí parametru „Procento posuvu“.
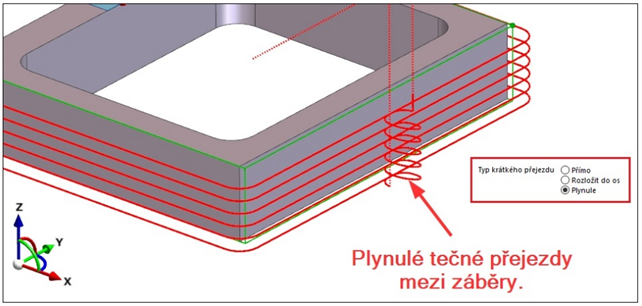
„Plynule“ – Tento způsob přejezdu je vhodné použít například u rychloposuvových plátkových fréz, které se používají pro hrubování vnějšího tvaru dílu. Přejezd mezi jednotlivými záběry probíhá po křivce, která tečně spojuje konec prvního a začátek následujícího záběru na hloubku (v ose Z). Podmínkou je použití nájezdu a výjezdu po oblouku.
Krátký přejezd je do délky
Tímto parametrem je možné definovat hranici rozdělení mezi krátkými a dlouhými přejezdy. Jedná se o reálnou délku přejezdu nástroje v milimetrech (včetně prodloužení dráhy na začátku/konci záběru). Vždy pro konkrétní použití je možné nastavit různou velikost a využít tak výhody již zmíněných typů dlouhého a krátkého přejezdu.
Bezpečná vzdálenost
Tento parametr souvisí s nastavením typu dlouhého přejezdu „V optimální výšce“. Konkrétně parametr ovlivňuje velikost výšky přejezdu nad dílem.
Bezpečné najetí do záběru
Parametr bezpečného najetí udává vzdálenost od poslední hloubky záběru, kdy k této hloubce přičte zadanou hodnotu pro nájezd na následující záběr. Tato možnost je aktivní pouze v případě, kdy jsou aktivovány příkazy „Sjíždět v Z jen posuvem“ (na záložce „Přejížděcí“) a „Najíždět z bezpečné výšky“ (na záložce „Najetí/vyjetí“)
Procento posuvu
Udává rychlost přejezdu posuvu nastaveného na záložce „Základní“. Standardně bývá nastavena hodnota 100 %. Lze ji ale snížit, případně zvýšit.
Sjíždět v Z jen posuvem
Je-li toto nastavení zaškrtnuto, jsou všechny pohyby nástroje rychloposuvem (G00) v ose Z převedeny na pracovní posuv (G01).
