Tvorba hrubovací dráhy Waveform se v zásadě nijak neliší od tradiční operace „Kapsa“. U 2osého hrubování se také vybírá profil uzavřené kapsy nebo vnějšího profilu (v kombinaci s výběrem profilu materiálu). Po prvním výpočtu dráhy se ale můžete setkat s určitými nedostatky, které je potřeba na dráze upravit.
Stranový krok nástroje
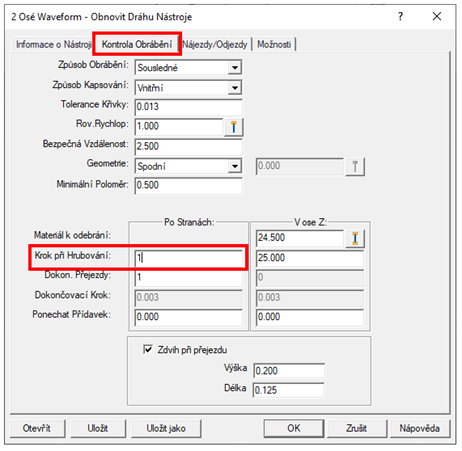
Jedním z nejdůležitějších parametrů hrubování Waveform je stranový krok nástroje. Tento stranový krok je prioritou celé dráhy, proto je dráha generována tak, aby úhlové překrytí nástroje, s ohledem na stranový krok, zůstalo vždy konstantní. Parametr stranového kroku najdete na stejném místě, jako je tomu v případě standardní hrubovací operace „Kapsa“, tedy na záložce „Kontrola Obrábění“ v místě parametrů „Materiálu k odebrání“.
Optimalizace přejezdů nástroje
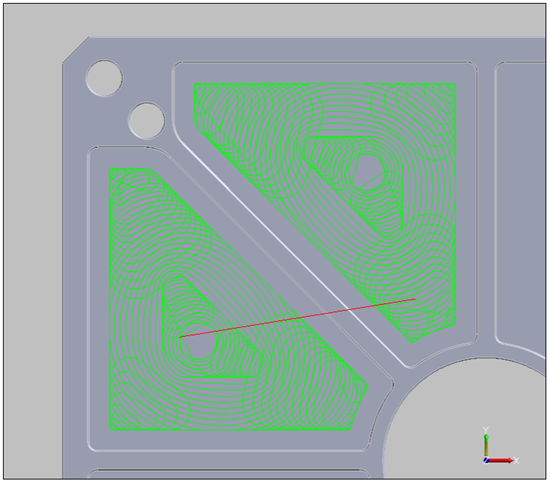
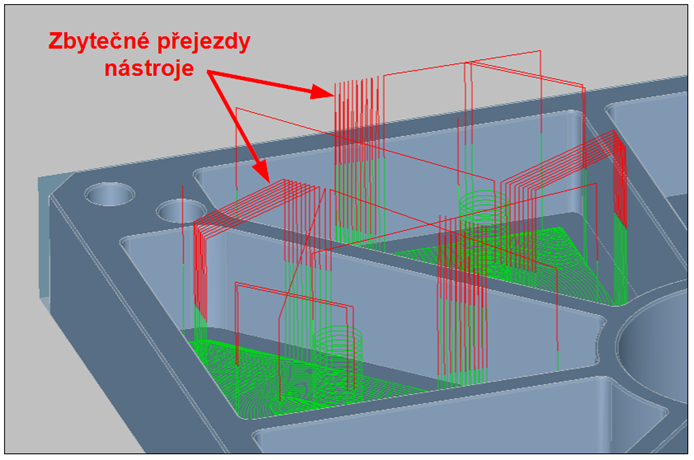
V případě hrubování uzavřené kapsy může vygenerovaná dráha obsahovat mnoho zbytečných přejezdů v rovině rychloposuvu (viz obrázek).
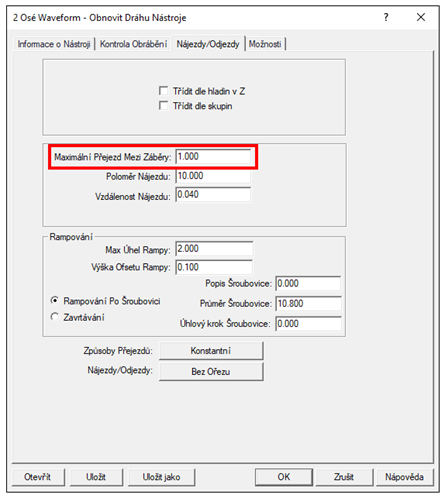
Tyto zbytečné přejezdy je možné jednoduchým způsobem optimalizovat a odstranit. Otevřete znovu nastavení operace (v manažeru operací, případně kliknutím dvojklikem na dráhu) a přejděte na záložku „Nájezdy/Odjezdy“.

Zde se nachází parametr dráhy „Maximální Přejezd Mezi Záběry“. Tímto parametrem je myšlena vzdálenost, kterou musí nástroj překonat při přejezdu z konce prvního řezu na začátek druhého řezu. Standardně bývá nastavena malá hodnota (např. 1), která u metody Waveform způsobuje generování velkého počtu zbytečných přejezdů nástroje v rovině rychloposuvu.
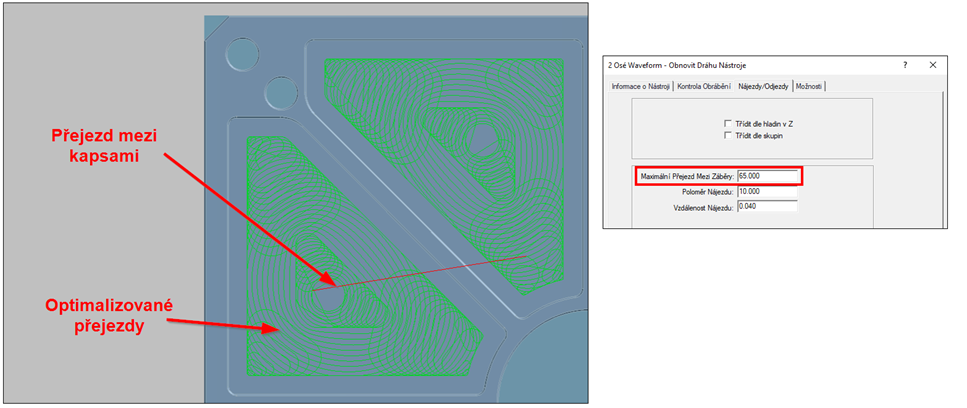
Pokud zadáte hodnotu větší (v tomto případě 65 mm), tak dojde k potlačení generovaných přejezdů nástroje v rovině rychloposuvu. Nástroj poté mezi jednotlivými tečnými přejezdy mezi řezy zůstane na aktuální hloubce řezu, čímž dochází ke značnému zkrácení strojního času.
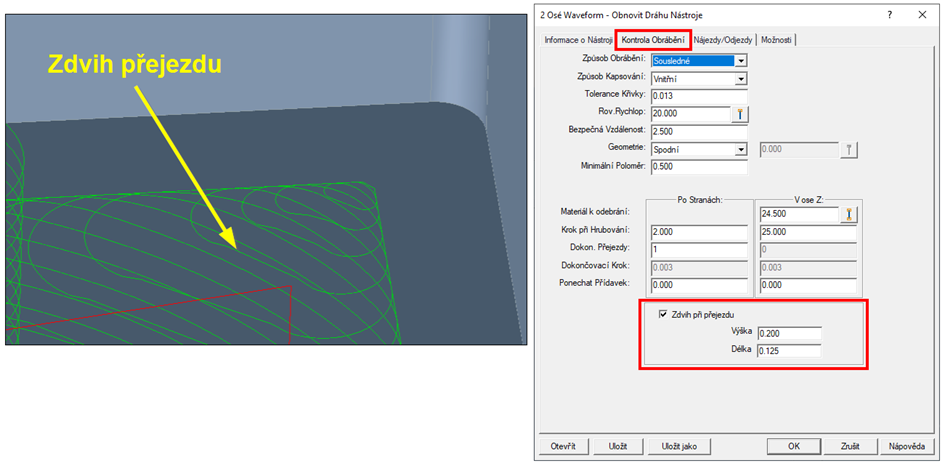
Zdvih při přejezdu
S předchozím příkazem souvisí i následující nastavení zdvihu u zpětných přejezdů. Aby nedocházelo ke kontaktu čela nástroje se dnem kapsy při přejezdu mezi jednotlivými záběry, je možné nastavit hodnotu zdvihu nástroje při přejezdu mezi řezy a také délku tohoto zdvihu. Obě nastavení naleznete na záložce „Kontrola Obrábění“ ve spodní části okna nastavení.