Konkrétně na obrobení míst, kde nebylo možné materiál odebrat z důvodu malého rádiusu rohu kapsy v kombinaci s velkým poloměrem nástroje.
Před samotnou tvorbou dráhy zbytkového hrubování je nejprve nutné vytvořit hlavní dráhu hrubování Waveform, na kterou se bude dráha zbytkového hrubování odkazovat.
Pokud je dráha hlavního hrubování vytvořena, nic nebrání tvorbě dráhy zbytkového hrubování. Na hlavní pracovní liště klikněte na příkaz „NC ► 2 Osé ► Waveform zbytkové obrábění“.
Objeví se dialogové okno obsahující všechny operace, které byly dříve vytvořeny. Vyberte dráhu hlavního hrubování Waveform a klikněte na tlačítko „OK“.
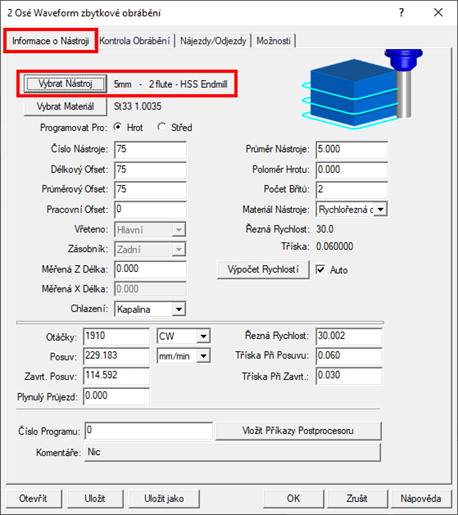
Po výběru a potvrzení hlavní hrubovací dráhy se otevře okno s nastavením operace „2 Osé Waveform zbytkové hrubování“. Na záložce „Informace o Nástroji“ vyberte vhodný nástroj, který dokáže plně obrobit rohová místa (např. válcovou frézu D = 5 mm), a vyplňte vhodné řezné podmínky.
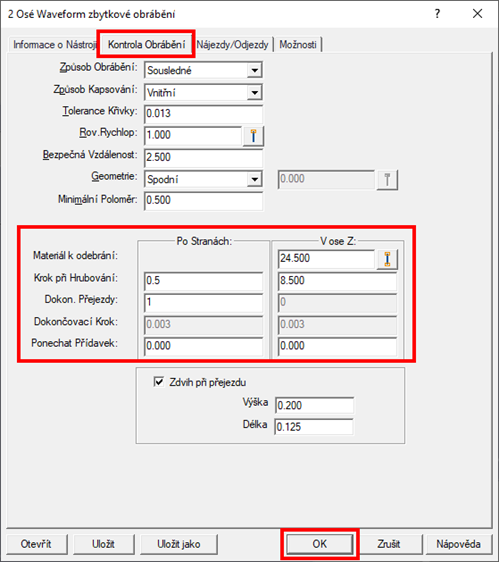
Na záložce „Kontrola Obrábění“ nastavte parametry obrábění a klikněte na tlačítko „OK“ pro výpočet dráhy.
Po potvrzení nastavení operace dojde k výpočtu dráhy nástroje. Tuto první dráhu nyní dodatečně upravíme. Obsahuje totiž mnoho zbytečných přejezdů a průjezdů. Zbytečné přejezdy jsou způsobeny generováním dráhy po krocích v ose Z, kdy jsou všechny rohy nejprve obrobeny v první hloubce záběru a poté nástroj pokračuje na další hloubku záběru.
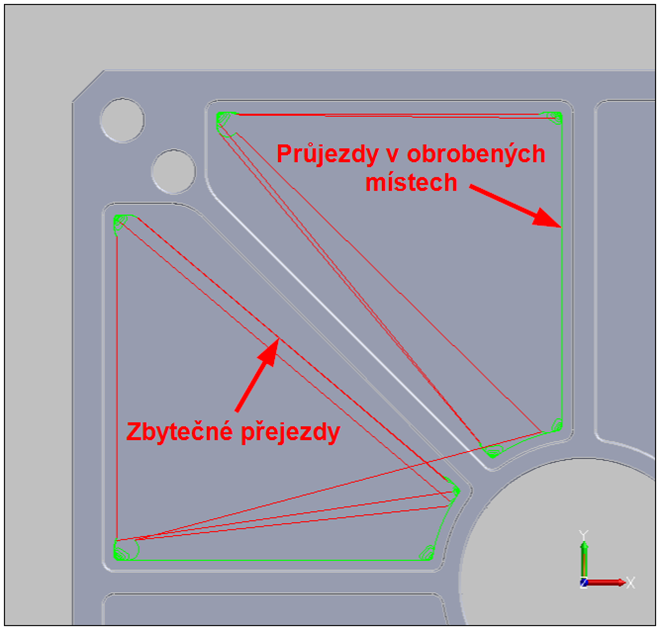
Odstranění průjezdů nástroje v obrobených místech
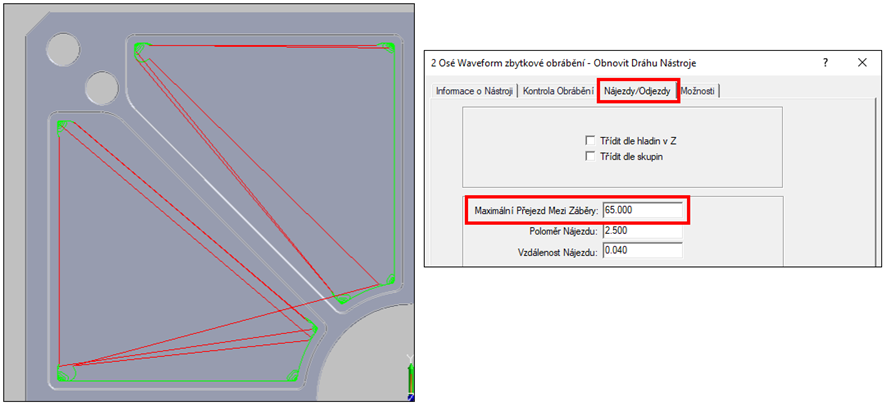
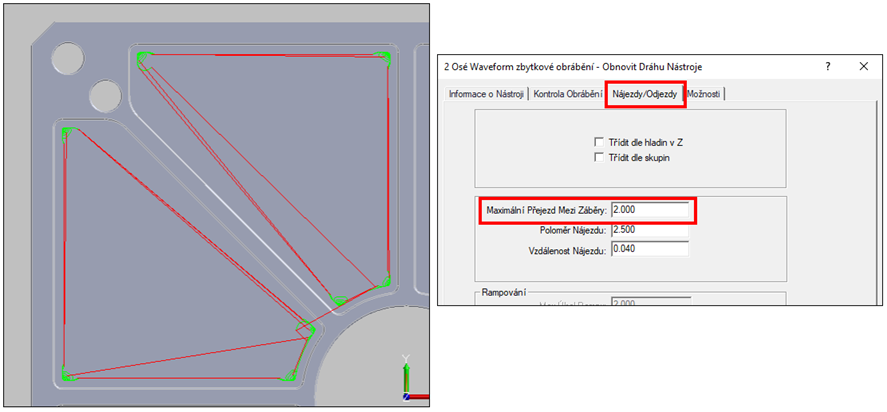
Pro odstranění zbytečných průjezdů opět otevřete nastavení dráhy nástroje a na záložce „Nájezdy/Odjezdy“ upravte hodnotu „Maximální Přejezd Mezi Záběry“ (v tomto případě úprava z 65 mm na 2 mm). A opět potvrďte okno nastavení pomocí tlačítka „OK“.
Před úpravou:
Po úpravě:
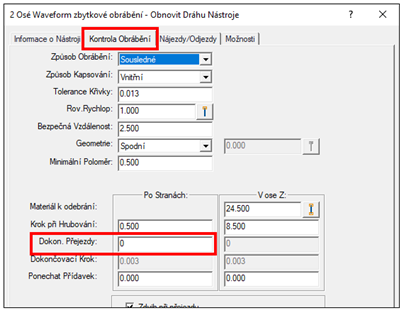
V případě, že se u dráhy i po této úpravě stále nacházejí průjezdy v obrobených místech, nastavte nulový počet „Dokončovacích Přejezdů“ na záložce „Kontrola Obrábění“.
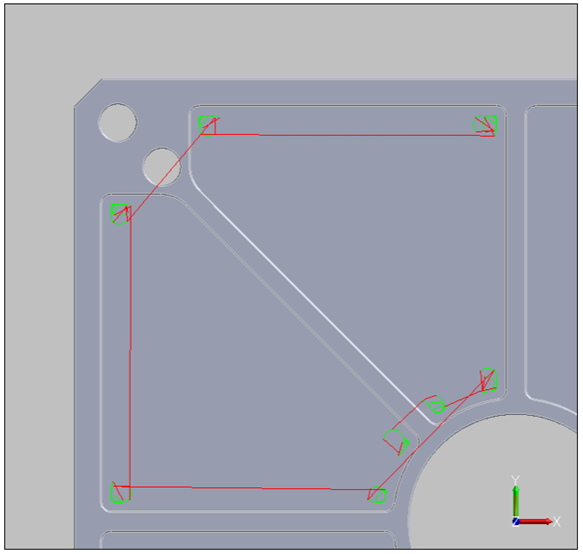
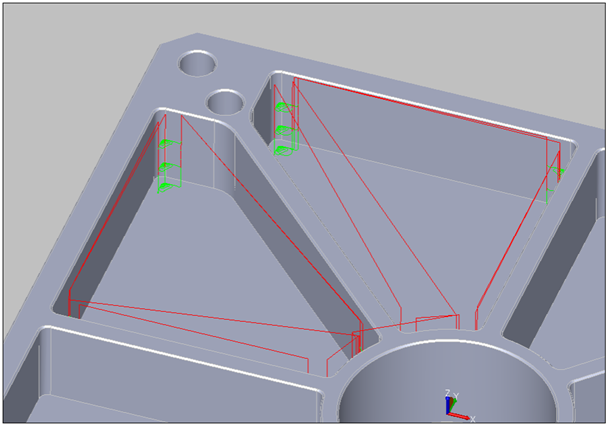
Odstranění zbytečných přejezdů
Dráha je nyní zbavena zbytečných průjezdů v již obrobených místech. Nyní optimalizujeme i zbytečné přejezdy v rovině rychloposuvu. Jak už bylo dříve poznamenáno, tyto přejezdy jsou způsobeny obráběním všech rohů postupně po jednotlivých krocích v ose Z. Všechny rohy jsou tedy nejprve zbytkově vyhrubovány v první hloubce záběru a poté znovu v další hloubce. Tímto vznikají neustálé přejezdy mezi jednotlivými rohy (viz obrázek).
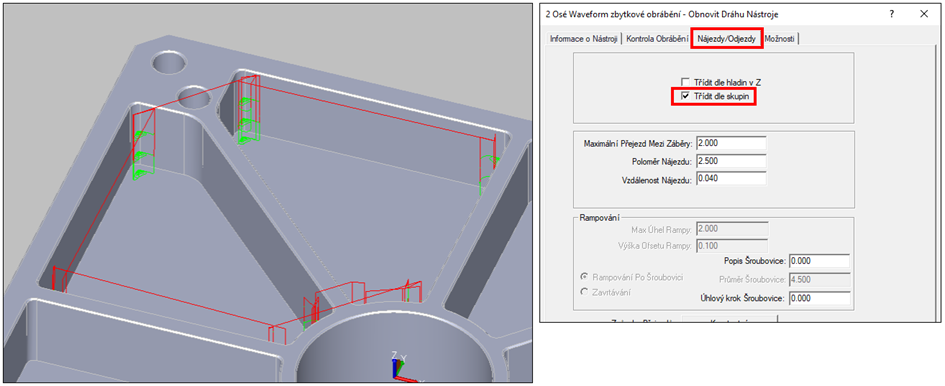
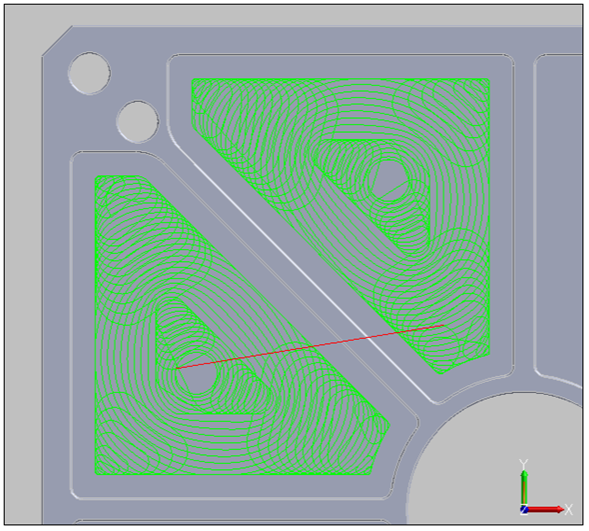
Pro obrobení rohů s úsporou strojního času, v důsledku minimalizace přejezdů nástroje v rovině rychloposuvu, je vhodné, aby nástroj obrobil každý roh ve všech hloubkách záběru a teprve poté přejel v rovině rychloposuvu na další roh. Tuto optimalizaci dráhy je možné provést v nastavení dráhy na záložce „Nájezdy/Odjezdy“ zaškrtnutím příkazu „Třídit dle skupin“. Po potvrzení tohoto nastavení dojde k požadované optimalizaci přejezdů nástroje (viz obrázek).