
V tomto díle technických tipů pro EDGECAM se tedy detailněji zaměříme na její podrobnější nastavení.

Rozteč drah v %D
Základní parametr, kterým je hrubování Waveform primárně řízeno, je stranový krok nástroje. Tento parametr je možné nastavit u hrubovacího cyklu na záložce „Základní“ v kolonce „Rozteč drah v %D“.

Pro přepočítání konkrétního stranového kroku na procenta můžete použít následující vztah.
%D=100/D *ae
D ………… je průměr nástroje [mm],
ae ……….. stranový krok nástroje [mm]
Úhel šroubovice zavrtání
Dalším parametrem, kterým je možné ovlivnit dráhu hrubování Waveform, je úhel a stoupání šroubovice nájezdu nástroje do materiálu. Tyto parametry naleznete na poslední záložce „Zaříznutí“ v hrubovacím cyklu. Jedná se o parametry „Minimální spirála“ a „Maximální spirála“.

Standardně není nutné parametr úhlu šroubovice upravovat, protože je vždy v základním nastavení použita určitá hodnota úhlu šroubovice. Pokud je do obou parametrů vyplněna stejná hodnota průměru šroubovice v %D nástroje, dojde ke změně z kuželového na válcové spirálové zavrtání.
Stoupání šroubovice zavrtání
Na poslední záložce „Zaříznutí“ lze také nalézt parametr stoupání šroubovice zavrtání. Jedná se o parametr „Povolená hloubka zářezu“.

Zpětné přejezdy rychlým posuvem
Tento příkaz naleznete v nastavení hrubovacího cyklu na záložce „Provedení“. Jeho použití do značné míry ovlivňuje výsledný strojní čas hrubovacího cyklu. Při použití tohoto nastavení totiž nedochází k přejezdu mezi jednotlivými řezy v přejížděcí rovině, ale přímo na hloubce obrábění. Nástroj tedy zůstává po celou dobu zanořený v kapse a mezi konci a začátky jednotlivých řezů využívá rychlého přejezdu rychloposuvem.
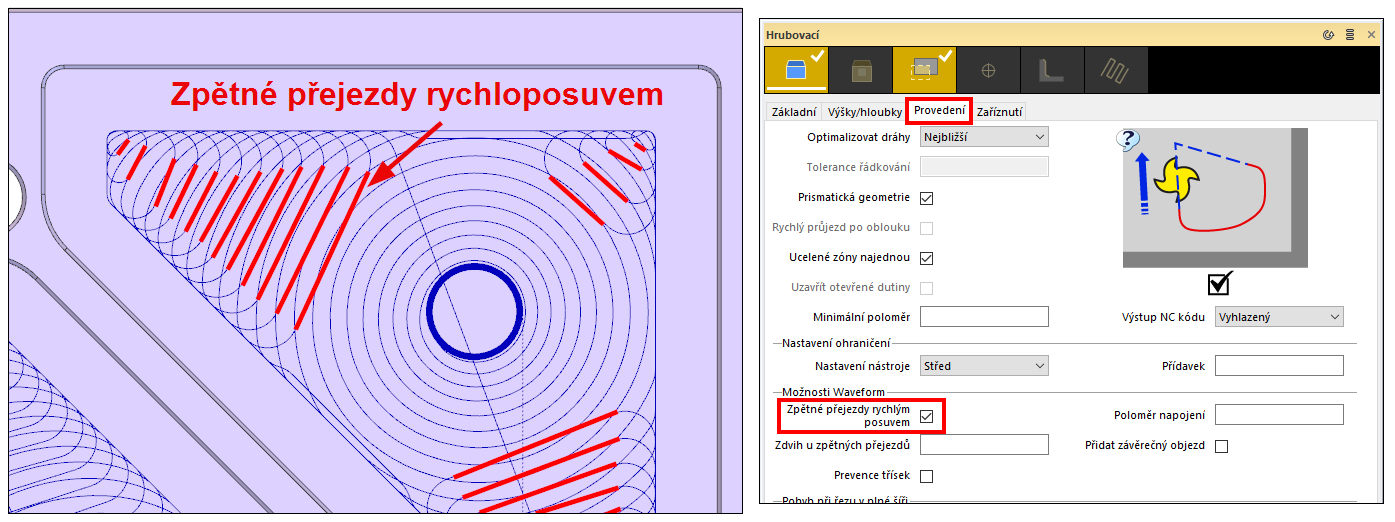
Tato funkce se doporučuje používat především pro obrábění uzavřených kapes. Při obrábění vnějších tvarů nechte zpětné přejezdy v rovině přejížděcí.
